Asindirma Hareketleri
From :ATM Türk: Amatör Teleskop Yapımı
| Revision as of 17:30, 13 January 2008 Ccalis (Tartışma | contribs) ← Previous diff |
Revision as of 17:30, 13 January 2008 Ccalis (Tartışma | contribs) Next diff → |
||
| Line 19: | Line 19: | ||
| Boşta kalan kısmı gittikçe azaltarak devam edin ve “Normal Hareket”e geçin. | Boşta kalan kısmı gittikçe azaltarak devam edin ve “Normal Hareket”e geçin. | ||
| - | http://stellafane.org/atm/atm_mirror_ref/images/chordal.wmv | + | [[Media:http://stellafane.org/atm/atm_mirror_ref/images/chordal.wmv]] |
| [http://www.atmturk.org/index.php/Main_Page geri] | [http://www.atmturk.org/index.php/Main_Page geri] | ||
Revision as of 17:30, 13 January 2008
Ayna yapımının bir bölümündeki aşındırma türlerini, kaba aşındırma (hogging), ince aşındırma (fine grinding) ve cilalama (polishing) olarak üç temel kısma ayırdığımızda her biri farklı sonuçlar elde etmeye yarayan ‘aşındırma hareketleri’ olduğunu da söylemeliyiz. Bu hareketler sırasında ayna üstte (MOT – Mirror On Top) ya da alet üstte (TOT – Tool on Top) olabillir. MOT durumunda aynanın ortası derinleşir, sagitta büyürken, TOT ise kenarların daha fazla aşınmasına yol açar. Hareketler sırasında ayna ve alet periyodik olarak TOT ve MOT şeklinde değiştirilerek, hem kenarların hem de orta tarafın homojen aşınması sağlanır. Aşındırma hareketlerini kısaca açıklamak ve kullanım yerlerini göstermek istersek şunları söyleyebiliriz:
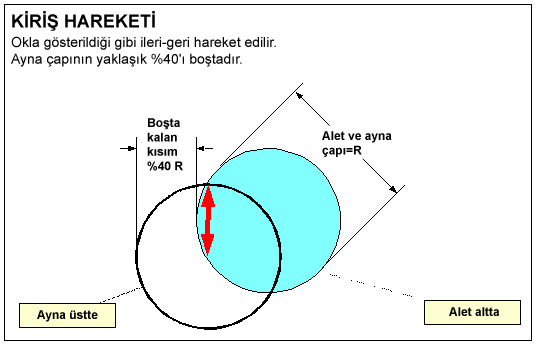
KİRİŞ HAREKETİ
• Kaba aşındırma işleminin başlangıcında uygulanır. • Ayna üstte, aşındırma aleti alttadır. • 80 veya 60 grit aşındırıcı kullanımı için uygundur. • Daha hızlı aşınma için aşağıya doğru biraz baskı uygulanabilir.
Üstte bulunan aynanın çapının yaklaşık %40’lık bölümü boşta kalır. Böylece sürtünme etkisi daha çok aynanın merkezinde ve aletin kenar kısmında yoğunlaşmış olur. Şekilde gösterilen aletin üzerindeki hayali kiriş üzerinde düz bir hareketle aşındırma yapılır.
Her 5-10 gidip gelmeden sonra ayna ve alet ters yönlerde rastgele bir açıyla döndürülür ve aynanın tüm yüzeyi aşındırılır. Bu işlem sürekli tekrarlanır.
Aynanın merkezinde bir çukurlaşma oluşmaya başladıkça boşta kalan kısmın genişliği azaltılır. (Her 15-20 dakikada bir kontrol edilmelidir.) Kiriş aletin merkezine doğru kaydıkça ileri geri hareketin genliği de uzamalıdır. Bu değişikliğin etkisi ayna ve alet yüzeyinde daha fazla aşınmanın oluşmasıdır, çukurlaşmanın ve eğimin düzgün dağılmasıdır.
Boşta kalan kısmı gittikçe azaltarak devam edin ve “Normal Hareket”e geçin.
Media:http://stellafane.org/atm/atm_mirror_ref/images/chordal.wmv
