Asindirma Hareketleri
From :ATM Türk: Amatör Teleskop Yapımı
| Revision as of 18:20, 15 December 2006 Curiosis (Tartışma | contribs) ← Previous diff |
Revision as of 17:28, 13 January 2008 Ccalis (Tartışma | contribs) Next diff → |
||
| Line 2: | Line 2: | ||
| Aşındırma hareketlerini kısaca açıklamak ve kullanım yerlerini göstermek istersek şunları söyleyebiliriz: | Aşındırma hareketlerini kısaca açıklamak ve kullanım yerlerini göstermek istersek şunları söyleyebiliriz: | ||
| - | Aşağıda sıralanan üç temel hareket, ayna yapımının esaslarını oluşturmaktadır; | + | '''KİRİŞ HAREKETİ''' |
| - | *'''Kiriş hareketi (''chordal stroke'')''' Kaba aşındırma sırasında kullanılır. Ayna yüzeyindeki içbükey eğriliğin ilk olarak oluşturulmasına (''curve generation'') yarar. | + | • Kaba aşındırma işleminin başlangıcında uygulanır. |
| + | • Ayna üstte, aşındırma aleti alttadır. | ||
| + | • 80 veya 60 grit aşındırıcı kullanımı için uygundur. | ||
| + | • Daha hızlı aşınma için aşağıya doğru biraz baskı uygulanabilir. | ||
| - | *'''Normal hareket (''1/3 center over center stroke'')''' Ayna ve aşındırma aracının merkezleri üzerinde, yarıçapın 1/3 ü genlikle gerçekleşen hareket. Kaba aşındırma, ince aşındırma ve cilalama sırasında kullanılır. Bir küre oluşmasına yol açar. Ayna, (ya da alet) çapının 1/6 sı kadar aracın (ya da aynanın) dışına taşacak şekilde merkezler ekseni boyunca hareket eder. | + | Üstte bulunan aynanın çapının yaklaşık %40’lık bölümü boşta kalır. Böylece sürtünme etkisi daha çok aynanın merkezinde ve aletin kenar kısmında yoğunlaşmış olur. Şekilde gösterilen aletin üzerindeki hayali kiriş üzerinde düz bir hareketle aşındırma yapılır. |
| - | + | [[Resim: | |
| - | *'''W hareketi''' Biçimlendirme (''figuring'') sırasında kullanılır. Küresel içbükey yüzeyi paraboidal hale getirir. | + | http://farm3.static.flickr.com/2230/2189416103_f1a1b11da0_o.jpg]] |
| - | + | ||
| - | + | ||
| - | + | ||
| - | Bunlara ilaveten biçimlendirme hatalarını düzeltmek için kullanılan dört hareket daha vardır | + | |
| - | + | ||
| - | *'''¼ merkezler arası hareket''' Biçimlendirme sırasında, aşağıya dönük kenar (TDE - ''turned down edge'') hatasını gidermek için kullanılır. | + | |
| - | + | ||
| - | *'''½ merkezler arası hareket''' Biçimlendirme sırasında, yukarı dönük kenar (TUE - ''turned up edge'') hatasını gidermek için kullanılır. | + | |
| - | + | ||
| - | *'''W Merkez Derinleştirici Hareket''' Biçimlendirme sırasında, parabolizasyon için kullanılır. | + | |
| - | + | ||
| - | *'''W Kenar Derinleştirici Hareket''' Biçimlendirme sırasında, parabolizasyon için kullanılır. | + | |
| [http://www.atmturk.org/index.php/Main_Page geri] | [http://www.atmturk.org/index.php/Main_Page geri] | ||
Revision as of 17:28, 13 January 2008
Ayna yapımının bir bölümündeki aşındırma türlerini, kaba aşındırma (hogging), ince aşındırma (fine grinding) ve cilalama (polishing) olarak üç temel kısma ayırdığımızda her biri farklı sonuçlar elde etmeye yarayan ‘aşındırma hareketleri’ olduğunu da söylemeliyiz. Bu hareketler sırasında ayna üstte (MOT – Mirror On Top) ya da alet üstte (TOT – Tool on Top) olabillir. MOT durumunda aynanın ortası derinleşir, sagitta büyürken, TOT ise kenarların daha fazla aşınmasına yol açar. Hareketler sırasında ayna ve alet periyodik olarak TOT ve MOT şeklinde değiştirilerek, hem kenarların hem de orta tarafın homojen aşınması sağlanır. Aşındırma hareketlerini kısaca açıklamak ve kullanım yerlerini göstermek istersek şunları söyleyebiliriz:
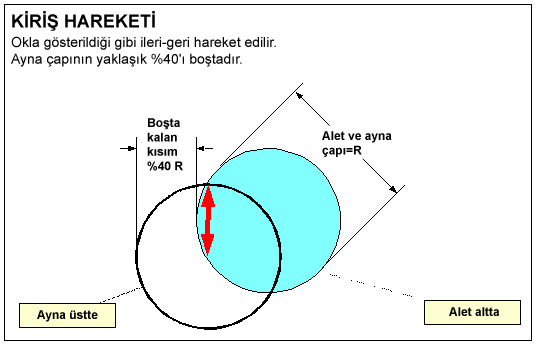
KİRİŞ HAREKETİ
• Kaba aşındırma işleminin başlangıcında uygulanır. • Ayna üstte, aşındırma aleti alttadır. • 80 veya 60 grit aşındırıcı kullanımı için uygundur. • Daha hızlı aşınma için aşağıya doğru biraz baskı uygulanabilir.
Üstte bulunan aynanın çapının yaklaşık %40’lık bölümü boşta kalır. Böylece sürtünme etkisi daha çok aynanın merkezinde ve aletin kenar kısmında yoğunlaşmış olur. Şekilde gösterilen aletin üzerindeki hayali kiriş üzerinde düz bir hareketle aşındırma yapılır.
[[Resim:
 ]]
]]
